

15/02/2019
Monaco Heavy Duty Mooring Rings
Read more



Need a solution?
Please call us now on
+44 (0)1384 563356
Email your enquiry to
sales@brooksforgings.co.uk
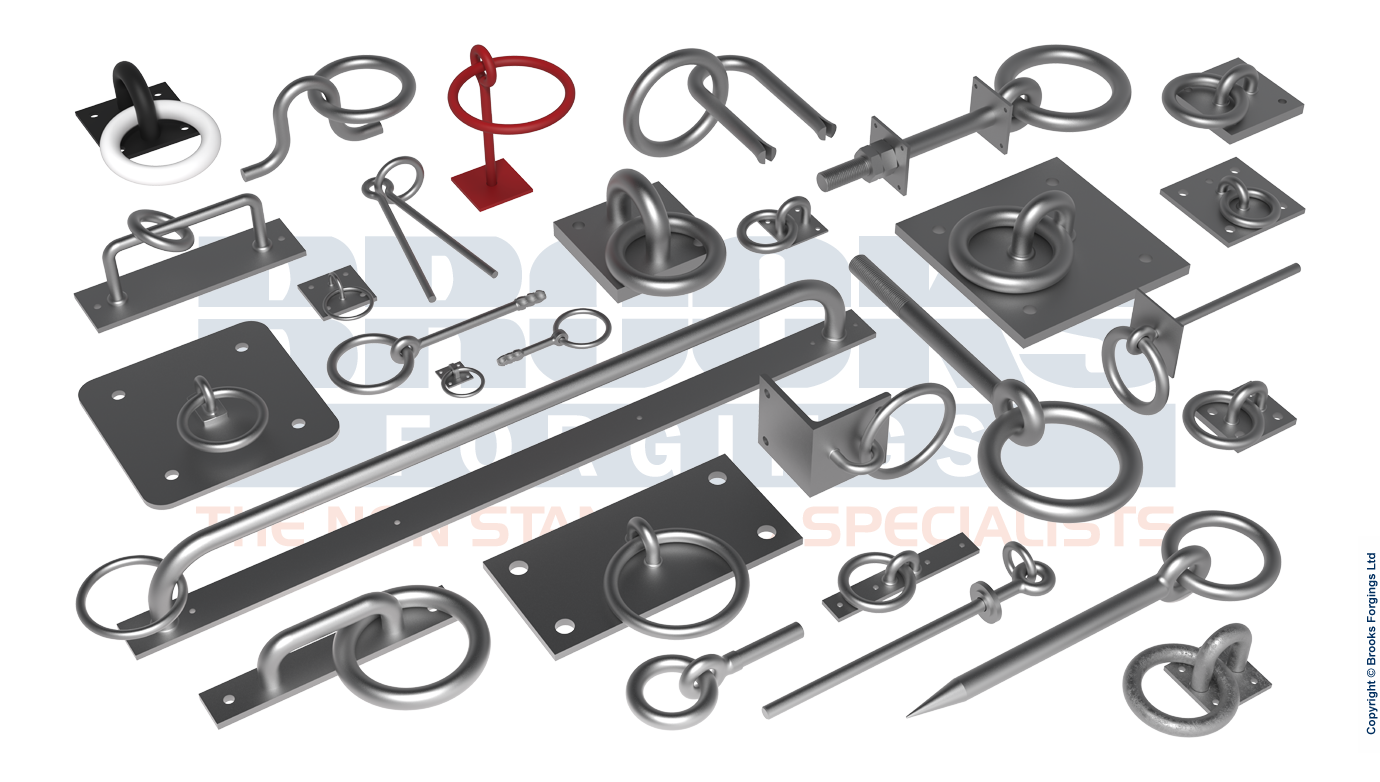
Brooks Forgings specialise in the precision manufacture of large mooring rings designed for the most demanding maritime, canal, and dockside environments. Whether you require oversized rings for heavy-duty mooring applications or customised, high-capacity solutions, our in-house ring-rolling and flash butt welding capabilities ensure maximum structural integrity and load-bearing performance.
With our comprehensive in-house capabilities such as heavy bending, ring forming, and flash butt welding, we are able to offer complex mooring solutions for critical applications in a wide range of materials, including stainless steel.
Our experience and expertise are recognised in the industry and we are a specified supplier throughout the marine and dockside sector.

We have software that can perform Stress Analysis tests from rendered 3D models, using both static and assembled components.
This enables us to evaluate product structure and design suitability and make alterations to suit various requirements. We can also input various material properties making the system fully customisable.

We have full on-site fabrication and welding capabilities, including Robot Welding.
The advantages of robot welding:
• Faster welding cycle times
• No breaks in production
• Better quality welded product
• Less wasted material
• Consistent weld seam
• Higher precision, flexibility to reach hard-to-reach spots
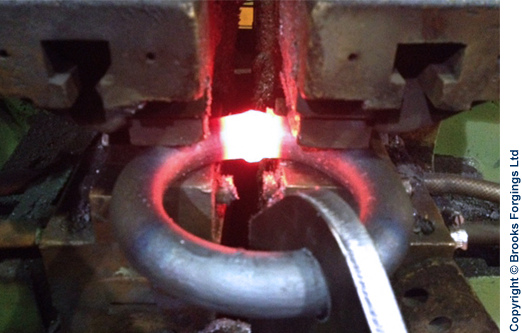
Our machines have a capacity of 6mm – 60mm in either square or round material. The main advantages of Flash Butt welding are the speed and the overall strength of the process, there is no foreign weld material used meaning the product can be heat treated afterward further increasing tensile strength.
A process where the surfaces of the workpieces are positioned end to end and are then electronically charged, producing an electric arc that melts and welds the ends of the segments.
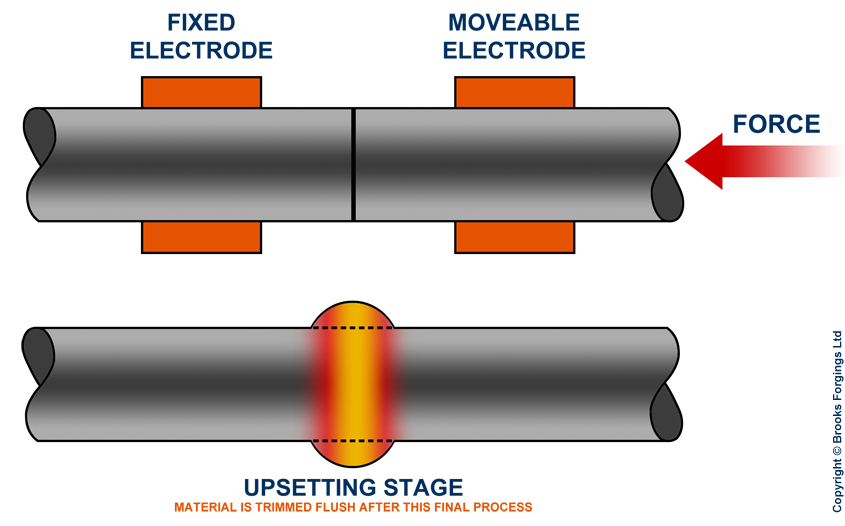
Flash Butt Welding is typically divided into 3 stages:
• Preheating
• Flashing
• Upsetting
Preheating is carried out under low welding pressure. Once the welding joint is heated, flashing commences.
The joint surface material is burnt off, resulting in an even surface. After arriving at pre-set flashing loss, upsetting commences, resulting in an irregular "fin" on the surface of the upset metal consisting of molten and oxidized material.

We have a Mayes 4 Column Vertical Universal Tensile Testing Machine (500 KN model) installed at our manufacturing facility, enabling us to complete tests in-house.
We are able to conduct tests on separate rings or full mooring ring and chain-link assemblies to establish they will operate within the specified parameters.
This saves valuable time in the manufacturing process and can help reduce lead times.
15/02/2019
Monaco Heavy Duty Mooring Rings
Read more

























































MOORING RINGS - TYPE 01
VIEW PRODUCT

MOORING RINGS - TYPE 02
VIEW PRODUCT

MOORING RINGS - TYPE 03
VIEW PRODUCT

MOORING RINGS - TYPE 04
VIEW PRODUCT

MOORING RINGS - TYPE 05
VIEW PRODUCT

MOORING RINGS - TYPE 06
VIEW PRODUCT

MOORING RINGS - TYPE 07
VIEW PRODUCT

MOORING RINGS - TYPE 08
VIEW PRODUCT

MOORING RINGS - TYPE 09
VIEW PRODUCT

MOORING RINGS - TYPE 10
VIEW PRODUCT

MOORING RINGS - TYPE 11
VIEW PRODUCT

MOORING RINGS - TYPE 12
VIEW PRODUCT

MOORING RINGS - TYPE 13
VIEW PRODUCT

MOORING RINGS - TYPE 14
VIEW PRODUCT

MOORING RINGS - TYPE 15
VIEW PRODUCT

MOORING RINGS - TYPE 16
VIEW PRODUCT

MOORING RINGS - TYPE 17
VIEW PRODUCT

MOORING RINGS - TYPE 18
VIEW PRODUCT

MOORING RINGS - TYPE 19
VIEW PRODUCT

MOORING RINGS - TYPE 20
VIEW PRODUCT

MOORING RINGS - TYPE 21
VIEW PRODUCT

MOORING RINGS - TYPE 22
VIEW PRODUCT

MOORING RINGS - TYPE 23
VIEW PRODUCT

MOORING RINGS - TYPE 24
VIEW PRODUCT

MOORING RINGS - TYPE 25
VIEW PRODUCT

MOORING RINGS - TYPE 26
VIEW PRODUCT

MOORING RINGS - TYPE 27
VIEW PRODUCT

MOORING RINGS - TYPE 28
VIEW PRODUCT

MOORING RINGS - TYPE 29
VIEW PRODUCT

MOORING RINGS - TYPE 30
VIEW PRODUCT

