

19/10/2022
Flash Butt Welding Trials of New Steel Alloy for Ovako
Read more
Need a solution?
Please call us now on
+44 (0)1384 563356
Email your enquiry to
sales@brooksforgings.co.uk
We provide high-strength, autogenous flash butt welding solutions that create a precise metallurgical bond, fulfilling the most stringent structural requirements.
With a capacity range of 6mm to 60mm in square or round solid sections, our flash butt welding service is engineered for safety-critical applications.
By creating an autogenous joint that is free from foreign filler materials, we ensure that components retain the structural integrity of the parent metal and remain fully heat-treatable for maximum tensile strength.
Flash butt welding offers significant engineering advantages by producing an exceptionally strong, autogenous weld.
By forging a direct metallurgical bond, we create joints that meet or exceed the structural integrity of the parent material. Since no foreign alloys are introduced, components can be post-weld heat-treated to further optimise mechanical performance.
Our automated systems ensure maximum operational efficiency and rigorous consistency, providing a sustainable, low-waste process for joining a broad spectrum of materials, including dissimilar metals. This process is frequently specified for safety-critical components such as lifting links and heavy-duty chains.
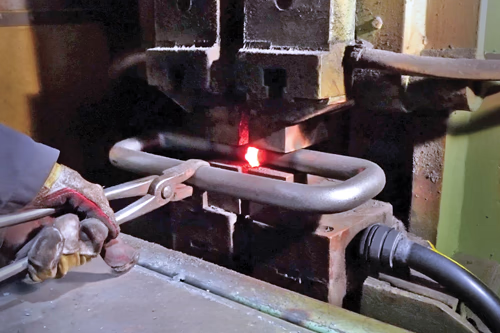
Flash butt welding is a precision joining technique where the end surfaces of two workpieces are positioned end-to-end and electronically charged.
This produces an electric arc that melts the interface before the parts are forged together.
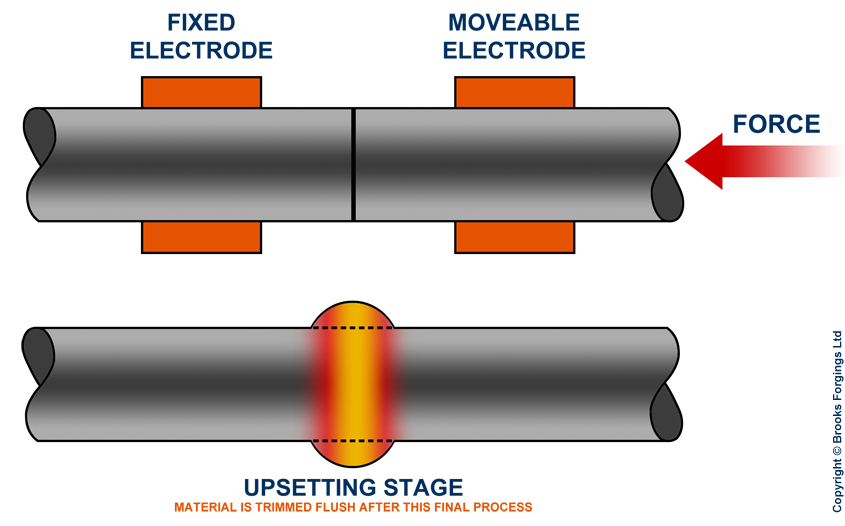
The process is defined by three critical stages:
Conducted under low pressure to prepare the interface.
Surface material is burnt off to ensure a perfectly clean, even interface.
Final forging pressure is applied to create a permanent metallurgical bond.

Our fully automated flash butt welding machine delivers unparalleled repeatability and quality assurance.
Our programmable system allows us to archive job-specific data, ensuring an identical weld procedure for every component and providing full traceability for our Quality Department. This automation eliminates operator error and ensures that every weld is performed to exact specifications.
Our advanced guarding system is designed to accommodate material lengths of up to 12 metres. This is particularly efficient for tensioning and lifting applications, where we can produce forged ends economically and weld them to standard bar stock. Our automated capability covers up to 60mm in diameter or square material, with the versatility to also accommodate flat sections.

Our flash butt welding service is backed by rigorous on-site verification to ensure every joint meets safety standards.
We perform:
To evaluate the ductility of the weld area. See example below.
Utilising our 50-tonne Mayes testing machine to verify working loads and confirm structural integrity.
Internal testing allows us to calibrate pre-heat pressure, timing, and current for every unique material grade and diameter. Once the optimal parameters are approved, these settings are stored in our digital archive for instant, repeatable recall on future production runs.




















